

|
| MOQ: | 900KG |
| 価格: | Negotiation |
| 標準パッケージ: | 25KG/CTN、36CTN/PALLETまたは小さいパッキング |
| 配達期間: | 30days |
| 支払方法: | L/C、T/T |
| 供給能力: | 500Ton/Month |
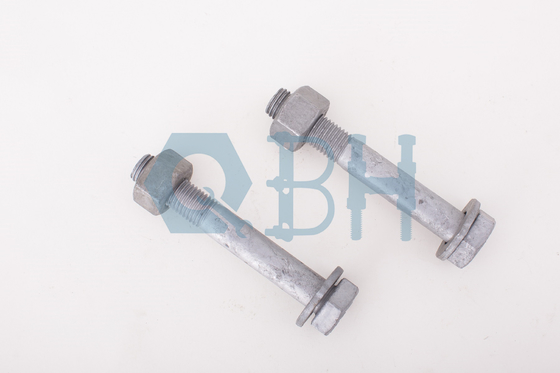
8.8 M36電気締める物へのHDGの炭素鋼M16
指定
8.8 High-Tensile構造ボルトAS1252
Allfasteners AS1252の構造ボルトはボルトの完全なアセンブリ、ナットおよび洗濯機である。オーストラリアの構造標準の条件を満たすためにそこに取付けられている良質品によってプロジェクトに決まる人によって選ばれる。
|
|||||||
|
プロセス フロー
冷たい鍛造材
焼きなましの処置の(必要性なら) ➨のwiredrawingの➨のかたまりの鍛造材の➨は圧延の➨makeの熱処理の(必要性なら) ➨の終わりの➨のパッキングに通す
熱い鍛造材
物質的な➨の熱い鍛造材の➨の回転➨を切って直径(半分の糸)の➨threadの圧延の➨を作る熱処理の(必要性なら) ➨の終わりの➨のパッキングを縮めなさい
プロダクト等級
Class4.8 Class5.8 Class6.8 Class8.8 Class10.9 Class12.9
| いいえ。 | 機械または 物理的性質 |
有産階級 | ||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9/12.9 | ||||
| D≤16mma | d>16mmb | d≤16mm | ||||||||||
| 1 | 引張強さ RM、Mpa |
nom.c | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| 最高。 | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | より低い降伏強さ ReL、Mpa |
nom.c | 240 | -- | 300 | -- | -- | -- | -- | -- | -- | -- |
| 最高。 | 240 | -- | 300 | -- | -- | -- | -- | -- | -- | -- | ||
| 3 | 0,2%のnonproportional延長の圧力 Rp0.2、Mpa |
nom.c | -- | -- | -- | -- | -- | 640 | 640 | 720 | 900 | 1080 |
| 最高。 | -- | -- | -- | -- | -- | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | 0,0048のdのnon-proportional延長の圧力のための 大型の締める物 Rpf、Mpa |
nom.c | -- | 320 | -- | 400 | 480 | -- | -- | -- | -- | -- |
| 最高。 | -- | 340e | -- | 420e | 480e | -- | -- | -- | -- | -- | ||
| 5 | 証拠の負荷の下の圧力 Spf、Mpa |
nom。 | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| Sp、nom/ReL分をまたは検査しなさい 強さSp、nom/Rp0.2minまたは rati Sp、nom/Rpf分 |
0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | ||
| 6 | パーセントの延長 ひびの後のための 機械で造られた試験片、A、% |
min. | 22 | -- | 20 | -- | -- | 12 | 12 | 10 | 9 | 8 |
| 7 | 後区域のパーセントの減少 機械で造られた試験片のためのひび、Z、% |
min. | -- | 52 | 48 | 48 | 44 | |||||
| 8 | 大型のためのひびの後の延長 締める物、Af |
min. | -- | 0.24 | -- | 0.22 | 0.2 | -- | -- | -- | -- | -- |
| 9 | ヘッド安定度 | ひび無し | ||||||||||
| 10 | Vickersの硬度、HV、 F≥98N |
min. | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| 最高。 | 220g | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 11 | Brinell硬度、HBW 、F=30Dの² |
min. | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| 最高。 | 209g | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | ロックウェル硬度、HRB、 HRB |
min. | 67 | 71 | 79 | 82 | 89 | |||||
| 最高。 | 95g | 99.5 | ||||||||||
| ロックウェル硬度、 HRC |
min. | -- | 22 | 23 | 28 | 32 | 39 | |||||
| 最高。 | -- | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | 表面の硬度 HV 0.3 |
最高。 | -- | h | h、j | h、j | ||||||
| 14 | 非decarburized糸の地帯、E、mmの高さ | min. | -- | 1/2H1 | 2/3H1 | 3/4H1 | ||||||
| の完全な脱炭の深さ 糸、G、mm |
最高。 | -- | 0.015 | |||||||||
| 15 | 、HVの後の硬度の減少retempering | 最高。 | -- | 20 | ||||||||
| 16 | トルクの破損、 MB、N·m |
min. | -- | ISO 898-7に従って | ||||||||
| 17 | 衝撃強度、 KVK、I、J |
min. | -- | 27 | -- | 27 | 27 | 27 | 27 | m | ||
| 18 | 表面の完全性に従う | ISO 6157-1n | ISO 6157-3 | |||||||||
|
価値は構造にボルトで固定することに適用しない。 |
||||||||||||
材料および化学compstition
1008
| 化学COMPOSI % | ||||||||
| C | Si | Mn | P | S | Cr | NI | CU | Al |
| 0.06 | 0.06 | 0.33 | 0.013 | 0.003 | 0.01 | 0 | 0.01 | 0.028 |
1035
| 化学COMPOSI % | |||||||
| C | Si | Mn | P | S | Cr | NI | CU |
| 0.34 | 0.13 | 0.73 | 0.012 | 0.002 | 0.02 | 0.01 | 0.02 |
10B21
| 化学COMPOSI % | ||||||
| C | Si | Mn | P | S | Cr | B |
| 0.2 | 0.04 | 0.81 | 0.017 | 0.007 | 0.017 | 0.0021 |
1045
| 化学COMPOSI % | |||||||
| C | Si | Mn | P | S | Cr | NI | CU |
| 0.45 | 0.23 | 0.58 | 0.014 | 0.006 | 0.057 | 0.008 | 0.016 |
40CR
| 化学COMPOSI % | |||||||
| C | Si | Mn | P | S | Cr | NI | CU |
| 0.4 | 0.21 | 0.54 | 0.015 | 0.008 | 0.95 | 0.02 | 0.02 |
35CRMO
| 化学COMPOSI % | ||||||||
| C | Si | Mn | P | S | Cr | NI | CU | Mo |
| 0.35 | 0.22 | 0.59 | 0.01 | 0.003 | 0.93 | 0.01 | 0.01 | 0.21 |
42CRMO
| 化学COMPOSI % | ||||||||
| C | Si | Mn | P | S | Cr | NI | CU | Mo |
| 0.42 | 0.27 | 0.92 | 0.013 | 0.004 | 1.01 | 0.03 | 0.04 | 0.2 |
終わり
明白なZP YZPの黒HDG DACROMET GEOMETのクロム ニッケル等
パッキング
QBHの大きさ
20-25KG/CTN、36CTNS/PALLET
20-30KG/BAGS、36BAGS/PALLET
1 TON/BOXES
50KG/鉄のドラム、12鉄DRUMS/PALLET
QBHの小さいパッキング
顧客の要求に従う小箱のパッキング
顧客の要求に従うポリ袋のパッキング
QBHパレット タイプ
純木の燻蒸パレット
ヨーロッパのパレット
3つの副木パレット
木箱
QBHの利点
プロダクト塗布
AS1252 Gr8.8の高い抗張構造ボルトHDG
AS1252ボルト ナットの洗濯機のボルトはよりよいシールのための頭部の下でHDGの工場を持っている洗濯機表面との他の1つの端そして六角頭の機械ねじを組み立てる。これらのボルトは機械にAS1252ボルト ナットの洗濯機がHDGの工場を持っている六角形のボルトとして同じ等級および終わりであるナットおよび洗濯機を組み立てるので直接きつく締まることができる。部分的に通されたすねは目的とより少ないせん断の動き間のより強いグリップを可能にする。
AS1252ボルト ナットの洗濯機はボルト、ナットおよび洗濯機でHDGの工場を構成される組み立てる。AS1252ボルト ナットの洗濯機はHDGの工場を最もよい結果のための穴を事前ドリルしなければならない組み立てる。より多くのトルクの間の留め具のためのレンチが付いているこれらのつまみねじをきつく締めなさい。これらのボルト ナットの洗濯機はほとんどの機械設備を留めるために適している集まっている。
AS1252ボルトは先頭に立たれる互いに関連して固定位置で2つの目的、頻繁に金属か木を、保つために、外的に通された締める物は使用される。とどまり、ボルト継手の張力の望ましいレベルを保障するために自身の糸、ナットの内部糸とのボルト組を切ったねじとは違って。分解および再組立てのくだらない援助の使用。さらに、ボルトに一般にねじ欠乏より大きい負荷軸受け容量が先を細くされたシャフトある。ボルトのヘッド様式はきつく締まり、ゆるむことに必要な用具を定める。ボルトは家具まとめるために責任があるからの機械類橋ににすべてを。
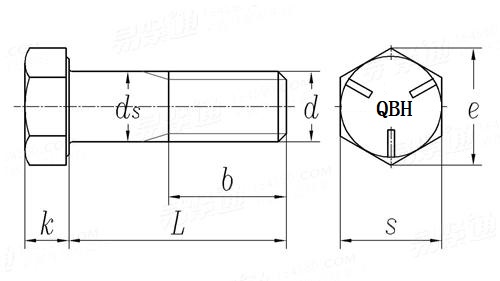
AS1252ボルトは十分に通されたねじおよび部分的に通されたねじを含んでいる。十分に通されたねじは頭部にずっと叩かれた、通された穴と従事する。横力が心配のときこれらを選びなさい。部分的に通されたねじは保持力のための頭部の下で力が側面から加えられるときunthreaded部分を備えている。unthreaded部分はねじの通された部分より強い。糸の長さはから糸最低の糸の長さによって出版される十分に変わるかもしれない。
AS1252ボルト ナットの洗濯機は高い引張強さを、特にそれら要求する高い負荷塗布のためにHDGの工場を設計されている、鋼鉄橋および建物の構造のような鋼鉄に接続組み立てる。AS1252ボルト ナットの洗濯機はHDGの工場を最もよい結果のための穴を事前ドリルし、同じような等級および終わりであるナットおよび洗濯機を使用しなければならない組み立てる。より多くのトルクの間の留め具のためのレンチが付いているこれらのつまみねじをきつく締めなさい。
|
|
| MOQ: | 900KG |
| 価格: | Negotiation |
| 標準パッケージ: | 25KG/CTN、36CTN/PALLETまたは小さいパッキング |
| 配達期間: | 30days |
| 支払方法: | L/C、T/T |
| 供給能力: | 500Ton/Month |
8.8 M36電気締める物へのHDGの炭素鋼M16
指定
8.8 High-Tensile構造ボルトAS1252
Allfasteners AS1252の構造ボルトはボルトの完全なアセンブリ、ナットおよび洗濯機である。オーストラリアの構造標準の条件を満たすためにそこに取付けられている良質品によってプロジェクトに決まる人によって選ばれる。
|
|||||||
|
プロセス フロー
冷たい鍛造材
焼きなましの処置の(必要性なら) ➨のwiredrawingの➨のかたまりの鍛造材の➨は圧延の➨makeの熱処理の(必要性なら) ➨の終わりの➨のパッキングに通す
熱い鍛造材
物質的な➨の熱い鍛造材の➨の回転➨を切って直径(半分の糸)の➨threadの圧延の➨を作る熱処理の(必要性なら) ➨の終わりの➨のパッキングを縮めなさい
プロダクト等級
Class4.8 Class5.8 Class6.8 Class8.8 Class10.9 Class12.9
| いいえ。 | 機械または 物理的性質 |
有産階級 | ||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9/12.9 | ||||
| D≤16mma | d>16mmb | d≤16mm | ||||||||||
| 1 | 引張強さ RM、Mpa |
nom.c | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| 最高。 | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | より低い降伏強さ ReL、Mpa |
nom.c | 240 | -- | 300 | -- | -- | -- | -- | -- | -- | -- |
| 最高。 | 240 | -- | 300 | -- | -- | -- | -- | -- | -- | -- | ||
| 3 | 0,2%のnonproportional延長の圧力 Rp0.2、Mpa |
nom.c | -- | -- | -- | -- | -- | 640 | 640 | 720 | 900 | 1080 |
| 最高。 | -- | -- | -- | -- | -- | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | 0,0048のdのnon-proportional延長の圧力のための 大型の締める物 Rpf、Mpa |
nom.c | -- | 320 | -- | 400 | 480 | -- | -- | -- | -- | -- |
| 最高。 | -- | 340e | -- | 420e | 480e | -- | -- | -- | -- | -- | ||
| 5 | 証拠の負荷の下の圧力 Spf、Mpa |
nom。 | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| Sp、nom/ReL分をまたは検査しなさい 強さSp、nom/Rp0.2minまたは rati Sp、nom/Rpf分 |
0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | ||
| 6 | パーセントの延長 ひびの後のための 機械で造られた試験片、A、% |
min. | 22 | -- | 20 | -- | -- | 12 | 12 | 10 | 9 | 8 |
| 7 | 後区域のパーセントの減少 機械で造られた試験片のためのひび、Z、% |
min. | -- | 52 | 48 | 48 | 44 | |||||
| 8 | 大型のためのひびの後の延長 締める物、Af |
min. | -- | 0.24 | -- | 0.22 | 0.2 | -- | -- | -- | -- | -- |
| 9 | ヘッド安定度 | ひび無し | ||||||||||
| 10 | Vickersの硬度、HV、 F≥98N |
min. | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| 最高。 | 220g | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 11 | Brinell硬度、HBW 、F=30Dの² |
min. | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| 最高。 | 209g | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | ロックウェル硬度、HRB、 HRB |
min. | 67 | 71 | 79 | 82 | 89 | |||||
| 最高。 | 95g | 99.5 | ||||||||||
| ロックウェル硬度、 HRC |
min. | -- | 22 | 23 | 28 | 32 | 39 | |||||
| 最高。 | -- | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | 表面の硬度 HV 0.3 |
最高。 | -- | h | h、j | h、j | ||||||
| 14 | 非decarburized糸の地帯、E、mmの高さ | min. | -- | 1/2H1 | 2/3H1 | 3/4H1 | ||||||
| の完全な脱炭の深さ 糸、G、mm |
最高。 | -- | 0.015 | |||||||||
| 15 | 、HVの後の硬度の減少retempering | 最高。 | -- | 20 | ||||||||
| 16 | トルクの破損、 MB、N·m |
min. | -- | ISO 898-7に従って | ||||||||
| 17 | 衝撃強度、 KVK、I、J |
min. | -- | 27 | -- | 27 | 27 | 27 | 27 | m | ||
| 18 | 表面の完全性に従う | ISO 6157-1n | ISO 6157-3 | |||||||||
|
価値は構造にボルトで固定することに適用しない。 |
||||||||||||
材料および化学compstition
1008
| 化学COMPOSI % | ||||||||
| C | Si | Mn | P | S | Cr | NI | CU | Al |
| 0.06 | 0.06 | 0.33 | 0.013 | 0.003 | 0.01 | 0 | 0.01 | 0.028 |
1035
| 化学COMPOSI % | |||||||
| C | Si | Mn | P | S | Cr | NI | CU |
| 0.34 | 0.13 | 0.73 | 0.012 | 0.002 | 0.02 | 0.01 | 0.02 |
10B21
| 化学COMPOSI % | ||||||
| C | Si | Mn | P | S | Cr | B |
| 0.2 | 0.04 | 0.81 | 0.017 | 0.007 | 0.017 | 0.0021 |
1045
| 化学COMPOSI % | |||||||
| C | Si | Mn | P | S | Cr | NI | CU |
| 0.45 | 0.23 | 0.58 | 0.014 | 0.006 | 0.057 | 0.008 | 0.016 |
40CR
| 化学COMPOSI % | |||||||
| C | Si | Mn | P | S | Cr | NI | CU |
| 0.4 | 0.21 | 0.54 | 0.015 | 0.008 | 0.95 | 0.02 | 0.02 |
35CRMO
| 化学COMPOSI % | ||||||||
| C | Si | Mn | P | S | Cr | NI | CU | Mo |
| 0.35 | 0.22 | 0.59 | 0.01 | 0.003 | 0.93 | 0.01 | 0.01 | 0.21 |
42CRMO
| 化学COMPOSI % | ||||||||
| C | Si | Mn | P | S | Cr | NI | CU | Mo |
| 0.42 | 0.27 | 0.92 | 0.013 | 0.004 | 1.01 | 0.03 | 0.04 | 0.2 |
終わり
明白なZP YZPの黒HDG DACROMET GEOMETのクロム ニッケル等
パッキング
QBHの大きさ
20-25KG/CTN、36CTNS/PALLET
20-30KG/BAGS、36BAGS/PALLET
1 TON/BOXES
50KG/鉄のドラム、12鉄DRUMS/PALLET
QBHの小さいパッキング
顧客の要求に従う小箱のパッキング
顧客の要求に従うポリ袋のパッキング
QBHパレット タイプ
純木の燻蒸パレット
ヨーロッパのパレット
3つの副木パレット
木箱
QBHの利点
プロダクト塗布
AS1252 Gr8.8の高い抗張構造ボルトHDG
AS1252ボルト ナットの洗濯機のボルトはよりよいシールのための頭部の下でHDGの工場を持っている洗濯機表面との他の1つの端そして六角頭の機械ねじを組み立てる。これらのボルトは機械にAS1252ボルト ナットの洗濯機がHDGの工場を持っている六角形のボルトとして同じ等級および終わりであるナットおよび洗濯機を組み立てるので直接きつく締まることができる。部分的に通されたすねは目的とより少ないせん断の動き間のより強いグリップを可能にする。
AS1252ボルト ナットの洗濯機はボルト、ナットおよび洗濯機でHDGの工場を構成される組み立てる。AS1252ボルト ナットの洗濯機はHDGの工場を最もよい結果のための穴を事前ドリルしなければならない組み立てる。より多くのトルクの間の留め具のためのレンチが付いているこれらのつまみねじをきつく締めなさい。これらのボルト ナットの洗濯機はほとんどの機械設備を留めるために適している集まっている。
AS1252ボルトは先頭に立たれる互いに関連して固定位置で2つの目的、頻繁に金属か木を、保つために、外的に通された締める物は使用される。とどまり、ボルト継手の張力の望ましいレベルを保障するために自身の糸、ナットの内部糸とのボルト組を切ったねじとは違って。分解および再組立てのくだらない援助の使用。さらに、ボルトに一般にねじ欠乏より大きい負荷軸受け容量が先を細くされたシャフトある。ボルトのヘッド様式はきつく締まり、ゆるむことに必要な用具を定める。ボルトは家具まとめるために責任があるからの機械類橋ににすべてを。
AS1252ボルトは十分に通されたねじおよび部分的に通されたねじを含んでいる。十分に通されたねじは頭部にずっと叩かれた、通された穴と従事する。横力が心配のときこれらを選びなさい。部分的に通されたねじは保持力のための頭部の下で力が側面から加えられるときunthreaded部分を備えている。unthreaded部分はねじの通された部分より強い。糸の長さはから糸最低の糸の長さによって出版される十分に変わるかもしれない。
AS1252ボルト ナットの洗濯機は高い引張強さを、特にそれら要求する高い負荷塗布のためにHDGの工場を設計されている、鋼鉄橋および建物の構造のような鋼鉄に接続組み立てる。AS1252ボルト ナットの洗濯機はHDGの工場を最もよい結果のための穴を事前ドリルし、同じような等級および終わりであるナットおよび洗濯機を使用しなければならない組み立てる。より多くのトルクの間の留め具のためのレンチが付いているこれらのつまみねじをきつく締めなさい。

